欢迎光临海德维科技有限公司官方网站!
网站地图
关于我们
联系我们
海德维感应加热设备生产厂家
20年行业经验-专业工程师上门售后,一年质保,终身维护
咨询热线:
0769-8176 8225
158-7557-5576
首页
感应加热设备
超高频感应加热设备
高频感应加热设备
超音频感应加热设备
中频感应加热设备
非标定制设备
辅助配套设备
淬火机床
高频焊机
中频熔炼炉
视频中心
淬火
退火
焊接
熔炼
锻造
手持式
新闻资讯
行业资讯
淬火设备技术
感应加热技术
高频钎焊机技术
中频熔炼炉技术
锻造炉技术
退火设备技术
客户案例
联系我们
关于我们
公司简介
企业文化
我们的优势
公司环境
新闻资讯
INFORMATION
行业资讯
淬火设备技术
感应加热技术
高频钎焊机技术
中频熔炼炉技术
锻造炉技术
退火设备技术
推荐资讯
RECOMMEND
高频感应加热淬火机-淬火不变形...
2020高频机-高频加热机用途...
厂家海德维:高频加热机的工作原...
电磁感应加热圈-各处加热均匀一...
高频淬火设备推荐东莞海德维
简易立式淬火机床-有效提高了工...
知识百科
KNOWLEDGE
2020高频机-高频加热机用途...
厂家海德维:高频加热机的工作原...
高频感应加热感应器-透热均匀
金属感应加热机-免费提供上门技...
高频感应加热圈-快速打样
浙江感应加热设备全国免费上门培...
全国咨询热线:
联系人:董小姐
158-7557-5576
公司邮箱:
liaowu023@163.com
公司网址:
https://www.haidewe.com/
主页
>
新闻资讯
>
感应加热技术
>
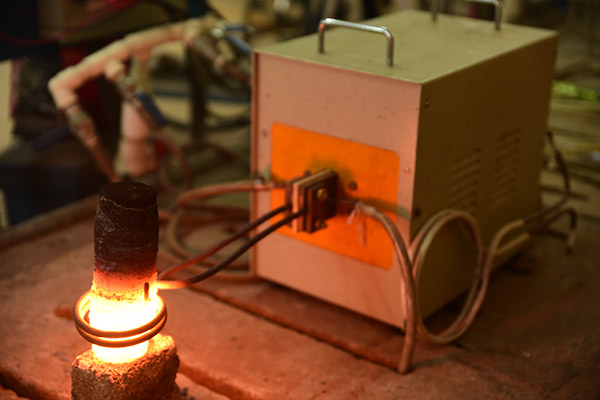
10kw电磁感应加热器-热处理工艺
10kw电磁感应加热器-热处理工艺
发布日期:
2019-12-18
点击数:
145
分享到:
10kw电磁感应加热器液压元件齿轮泵齿轮的性能要求、用材和热处理工艺是什么?
齿轮泵齿轮在工作时,除与机械传动齿轮一样,齿面受脉动接触应力和摩擦力作用、齿根受脉动弯曲应力作用外,整体还受弯曲疲劳应力作用。这是由于泵的高压油腔的液压力作用于齿轮上,泵的压力越高,液压力越大。因而轮齿必须具有高的强度和耐磨性。在选材方面,中、高压齿轮泵齿轮多采用低碳低合金钢制造,如20CrMnTi、20CrMo钢等,低压齿轮泵齿轮则用40Cr钢等制造。
10kw电磁感应加热器使这些齿轮热处理后齿面一般不再进行精加工,要求在热处理过程中不产生氧化脱碳,因而必须采用炉内淬冷的可控气氛渗碳炉。有的齿轮在滚齿后进行渗碳淬火,随后进行珩齿,这类齿轮可以在滴注式共式炉中渗碳,出炉淬冷时产生的少量氧化脱碳,可在珩齿时去除。下面举几个实例:
(1) CB-H齿轮泵齿轮,材料为20CrMnTi,热处理工艺如下:锻坯在箱式炉中进行940±IO℃,2.5的正火。经机加工成齿轮后,在可控气氛炉中(载气为吸热式气,富化气为丙烷气)渗碳,然后在热浴中进行10kw电磁感应加热器马氏体分级淬火,再进行回火。
(2) BC型齿轮泵齿轮,40Cr钢制造,在830~840℃盐炉内加热,保温15min,在硝盐浴中进行10kw电磁感应加热器240℃马氏体分级淬火,再进行260℃保温1h的回火。
(3) 20CrMnTi钢制造的CB型齿轮泵齿轮采用共式炉渗碳,出炉淬冷,再在160—180℃回火。 海德维拥10kw电磁感应加热器有10年感应电源行业工作经验的工程师及研发团队,快速打样,当天内交样,为新能源汽车行业提供专业解决方案,免费设计方案,免费打样,免费试机。
【
打印
】
【
收藏
】
【
返回
】
相关产品
/RELATED PRODUCTS
高频感应加热设备2
感应加热空调铜管接头焊接机
金属熔炼炉
手持式加热机
感应加热线圈加热头配件定制
高频感应加热线圈 厂家定制感应加热线圈
上一篇:
天津感应加热设备-质量稳定
下一篇:
高频感应加热好处-易于实现自动化